我公司从法国ATOCHEM公司引进的MSP-3PVC糊状树脂生产工艺,生产能力为1万t/a。其主要设备是一台50m3聚合釜和一台25m3种子釜及干燥、研磨和包装设备。装置控制为数字仪表、数字多回路调节器和气动
控制阀组成的调节系统。
近年来,聚氯乙烯树脂市场供需发生了变化,集团公司决定扩大产能,由目前的1万t/a扩大到4万t/a,分二期工程实施,前期为3万t/a。为了保证糊状树脂的产品质量,提高生产过程自动化水平,通过技术论证决定采用计算机技术对生产工艺过程进行控制,即集计算机技术、通信技术和CRT技术为一体的分散控制系统DCS、PLC,分别对聚合、干燥、研磨和公用系统等过程进行控制。系统使用控制阀(
气动调节阀、气动开关阀)约120台左右,口径在DN25~DN250之间。目前,该装置已运行两年多。现结合扩产、生产过程,对控制阀的选用安装、运行和维护的点滴体会进行分析。
一、MSP-3PVC糊状树脂工艺概况及工艺介质特点
MSP-3PVC糊状树脂的生产工艺流程简图如图1所示。MSP-3PVC糊状树脂的生产原料有氯乙烯(VCM)单体、无离子水、乳化剂、引发剂、阻聚剂以及防垢剂等,中间体有微悬浮种子和乳液种子及各种辅料,聚合后的糊状树脂半成品为乳胶溶液。其介质特点是:VCM有毒有害,易燃易爆,在管道内易自聚。(微悬浮、乳液)种子、乳化剂、阻聚剂和糊状树脂半成品等,是高黏度,含固体微粒乳胶溶液(糊状树脂半成品乳胶含固量为30%~40%左右,含引发剂)氯乙烯单体易自聚。
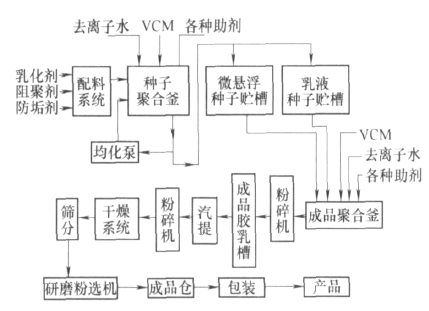
图1 MSP-3 PVC 糊树脂的流程示意图
二、控制阀的选用
由于PVC糊状树脂生产工艺和原料介质的特点,控制阀(气动
调节阀、气动开关阀)的选择非常重要。调节机构要求泄漏量要小,能适用高黏度、含有固体颗粒介质;
执行机构作的形式、转矩、推力及故障状态要符合要求。对气动调节阀而言,根据Cv值的计算确定口径是关键。对气动开关阀而言,正确选择执行机构的输出力的大小是关键。
1、气动调节阀
在PVC糊状树脂生产的DCS、PLC控制系统中,连续调节的控制回路,调节阀控制的介质分别是循环冷却水、蒸汽、氯乙烯和半成品胶乳。调节阀口径和作用方式的确定,可根据工艺提供的要求和工艺参数,根据调节阀的有关设计标准(IEC534、ANSI/FCI62-1以及ANSI/ISA-S75.01等)计算Cv值,确定调节阀口径和作用方式。考虑到工艺和介质的情况,调节阀结构形式为
偏心旋转阀,执行机构为(旋转)
气动执行机构,配
阀门定位器。关键控制点(连续加氯乙烯单体控制、蒸汽升温控制)加
电磁阀联锁或双重控制、联锁,确保系统安全。如图4所示为气动调节阀和气动开关阀的双重控制和联锁。
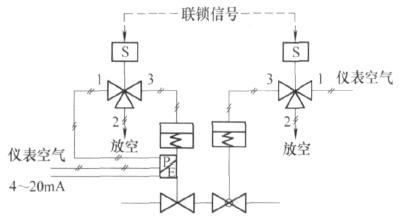
图2 气动调节阀、开关阀安全联锁图
2、气动开关阀
(1)气动开关阀的组成、特点
在PVC糊状树脂生产的DCS、PLC控制系统中,顺序控制、断序(联锁、保护)控制和远程控制,大量使用了气动开关阀(取代手动阀)。该开关阀由气动执行机构(齿轮齿条)、调节机构(
球阀)以及附件(电磁阀、
限位开关)部分组成。气动球形开关阀,其特点是结构简单,作用力大,直流通路,泄漏量小以及易于操作和维修。适用于高黏度、含纤维和含固颗粒流体的场合。在常用的控制阀中球阀具有最高的流通能力,它的
流量系数大约是相同口径的直通阀体的2~3倍。在选用调节阀时,它的口径常常小于它所安装管线的直径,但是在同样的条件下,使用球阀其口径只需管线直径的一半就够了。这个优点在系统设计时应该充分利用。但在此次扩产中,根据PVC糊状树脂生产工艺的特点,开关阀采用了与管道等同口径的方法(投资的费用增高)。
(2)气动开关阀作用方式的选择
气动开关阀有双作用和单作用(弹簧复位)两种作用方式,单作用开关阀又分气开式和气闭式两种。根据PVC糊状树脂工艺、设备和控制介质的不同要求,开关阀采用了单作用气开式和气闭式两种形式,以确保生产安全。
(3)气动开关阀结构和阀体材料的选择
气动开关阀在PVC糊状树脂生产中,和一般压力设备一样,也必须满足压力、温度和腐蚀条件,因此开关阀的结构和阀体材质的选择如下:
1)阀体结构:O形球阀。
2)阀体材料:不锈钢。
3)内件材料:和阀体材料相同。
4)密封座与阀杆密封材料:PTFE与增强PTFE。
5)执行机构:旋转式气动执行机构(齿轮齿条)。
6)附件:二位三通(防爆)电磁阀,(防爆)限位开关。
(4)气动开关阀执行机构的选择
根据阀门厂家提供的阀门转矩,经计算后选择执行机构,同时还要根据介质性质、阀内件及阀门开起的频率作进一步的考虑。一般情况下,执行机构的输出力是在所需阀门转矩基础上增大1.25-1.5倍,得到一个安全值。而在苛刻条件下,如含固体颗粒的PVC糊状树脂乳液,执行机构的输出力(转矩)应加大到2-2.5倍。使执行机构有足够的输出力。如图%所示是(弹簧复位)执行机构在(旋转)作用过程中输出转矩变化情况(不恒定)。一般可根据以下步骤进行选型。
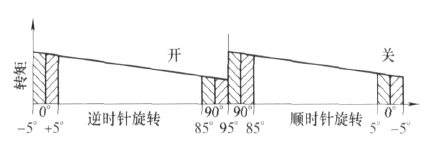
图3 弹簧复位执行器输出转矩变化情况
1)根据阀门的口径确定需要的转矩(厂家提供)。
2)根据介质情况,所需转矩乘以系数1.25-1.5倍(介质为水),得到一个安全值。
3)根据气源压力和步骤(2)所得转矩查执行机构输出转矩表(厂家提供),得到一个刚好或略大一些所需转矩值。
4)根据转矩值确定执行机构型号(厂家提供)。在实际操作中,阀门和执行机构由厂家配套选型,用户主要是和生产厂家沟通,提供的技术参数和介质(物理、化学性质)情况要准确,以便正确地选择气动执行器。
三、控制阀的安装和调试
控制阀的安装和调试有一定的技术要求,安装和质量验收应符合有关规范。正确的安装和调试可为系统运行打下良好的基础。因此,在控制阀安装前,技术人员要技术交底,安装人员要仔细阅读配管图、控制阀的安装使用说明书,理解设计人员的设计意图,按技术人员的要求和控制阀说明书中的技术指南去做,有助于成功安装。
1)安装前的检查和校准。查看控制阀在运输过程中有无损坏。对照施工图样认真核对控制阀的口径、
流量特性是否与图样、铭牌一致,所带技术资料和附件是否齐全。接通电(气)控制信号,接通动力源(压缩空气)。检查行程是否到位(与行程指示标牌比较)。作用形式是否符合工艺要求,附件如阀门定位器、电磁阀以及限位开关等输入信号(电压)、位置反馈信号等是否正确。分程调节的输入信号与阀行程是否对应。
2)安装前,认真清理工艺管道和设备。清除管道内污垢、金属碎屑、焊渣和其他异物。检查控制阀内部以确保不存在异物。
3)对于法兰连接的控制阀,安装法兰的平行度=<5mm,并选择合适的垫片,在法兰与垫片对中后,轻轻旋紧螺栓(螺母),最后以交错形式旋紧每一个螺栓(螺母),以防泄漏。注意控制阀阀体上标注的箭头必须与介质的流向一致。
4)由于糊状树脂工艺和介质的原因,阀门和管线有防静电和伴热(保温)的要求,所以要将控制阀用导体(扁铁)与管道设备充分地连接(接地),并做好伴热(保温)。
5)所有控制阀在管线进行吹扫时应拆下来,暂时用短管与管道连接上。吹扫完毕后再安装上。控制阀和管道要有必要的固定和支撑。控制阀上挂位号标记。
6)控制阀的附件、空气管线安装也是不可忽视的。附件、空气管线的连接应注意连接处的气密性,控制阀用的仪表空气总管操作压力为0.55-0.8MPa,仪表空气的质量应符合国家标准GB/T 13277-1991《一般用压缩空气质量等级》的要求。对(齿轮齿条)气动执行机构,最好在每组气源分配(台)处安装小型过滤调压器和润滑器,注意应在润滑器中注入润滑油,调节好油的流量,以提高执行机构的使用寿命。
7)控制阀安装完成后,还应将控制阀与控制系统进行单机试车,联动试车和化工试车,打通流程并稳定48h,可参照GB/T 50093-2000《自动化仪表工程施工及验收规定》视为控制阀调试合格。
四、控制阀的维护和故障处理
1、维护
投入使用的控制阀和化工生产过程休戚相关,熟悉控制阀的结构和使用指南,了解工艺过程、工艺介质特性有助于维护人员对控制阀使用、维护和故障处理,是对生产安全运行和控制阀使用寿命的保障。在实际运行中可进行如下维护:仪表维护人员要定期对控制阀进行巡回检查,检查各零部件是否有松动,气动执行机构、气路以及管线是否有漏气,控制阀运行(开、关)过程中阀杆上、下运动(左、右旋转)是否有停顿或动作迟缓的现象。实践经验表明:(开关阀)打开的速度是关阀速度的三倍,说明阀门有问题,要进行处理。应结合系统大修,有计划地对控制阀进行检查、维护保养和故障维修。
2、故障处理
(1)控制阀故障处理的原则、顺序和方法
要做到现场快速处理控制阀的故障,故障部位的准确判断是重要的一环。到达现场后要先问再看后动,先外后内,先想后修的故障处理原则。处理顺序是:先检查外部电路、气路,附件(电磁阀、定位器等)再检查气动执行器,最后检查阀门本体。处理方法是:现场开关阀故障(打不开或关不上),首先检查有无电、气信号,气源压力是否达到工作压力。然后可拆下电磁阀(定位器)将气源直接接入气动执行机构,看控制阀是否动作,以判断电磁阀(定位器)好坏。如果控制阀不动作,可拆下执行机构接气源,看执行机构是否动作,并手动阀门看是否卡死。如果电磁阀(定位器)、执行机构没有问题,应从管道上拆下阀门,拆开阀门检查球体、密封座(圈)等是否有故障,如有问题分别处理。维修处理后,组装阀门时应注意球体必须处在关阀状态下装入,然后旋在开的位置上对角旋紧螺栓。必要时要对阀门进行试压试验。值得注意的是,在检修气动执行机构(齿轮齿条)时,要打开端盖前,一定要使里面的弹簧处于自然放松状态,切不可带压力(弹力)拆卸,以防事故。
(2)控制阀典型故障处理
1)聚合釜底阀故障
故障现象:口径DN250的聚合釜底(开关)阀,投入运行后一段时间后发现阀门打开和关闭的时间越来越长,时有打不开,关不上的现象,必须手动操作才能全关或全开。经技术、维护人员和厂家分析认为,由于介质的原因,阀门使用一段时间后,造成转矩增大,而执行机构输出力选择得不够大,造成阀门开(关)不到位。
处理办法:重新更换执行机构后,开关自如。故障现象:同一开关阀,发现突然无法关闭。反复检查气路、电路以及电磁阀均正常。初步判定阀门内部被卡。处理办法:将阀门拆下,解体后发现,密封座(圈)和止动圈严重变形,卡住球体。原因是介质PVC糊状树脂在球体的反复作用下,被塑化后挤入密封座(圈)的间隙,导致密封座(圈)变形,引起止动圈变形。
处理办法:清理阀体和球体,更换密封座(圈)和止动圈,组装试压后安装使用。
2)计量槽连通阀门故障
故障现象:一台连接新、老计量槽的口径DN250开关阀,在系统调试时发现此阀不动作,反复检查后,将执行机构拆下检查阀体,发现阀门卡死,拆下阀门解体后发现,阀门一端被(氯乙烯)自聚物附着(满),球体无法转动。
处理办法:清理阀门内的自聚物,试压后投用。由此可知,对控制容易自聚介质的阀门,长时间不用时,应定期开启阀门,防止自聚物在阀门内沉积。
3)蒸汽阀门故障
故障现象:调试中发现口径DN80的蒸汽控制阀关不到位(气开阀),经分析认为是执行机构复位的(弹簧)力不足,阀门关不到位。处理办法:在执行机构两端各增加一组弹簧(增大弹簧力)后,故障消除。
4)电磁阀故障
故障现象:在运行中发现,口径DN80的脱气阀不动作。经检查发现,电磁阀不动作(电磁阀内部线圈短路)。处理办法:更换一只新电磁阀,故障消除。
5)控制阀不动作
故障现象:调试中发现口径DN200的过料阀给信号不动作。反复检查后发现,控制柜内此阀门的控制信号(电源)的熔丝熔断,进一步检查发现此信号线经过限位开关的接线端子后,压盖在安装时将信号(电源)线压住(坏),铜线裸露,造成短路。
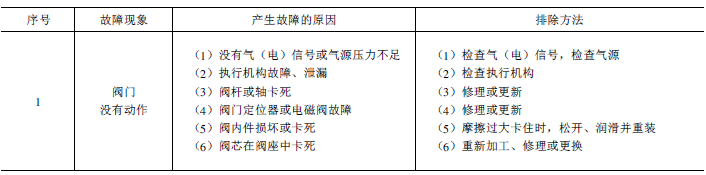
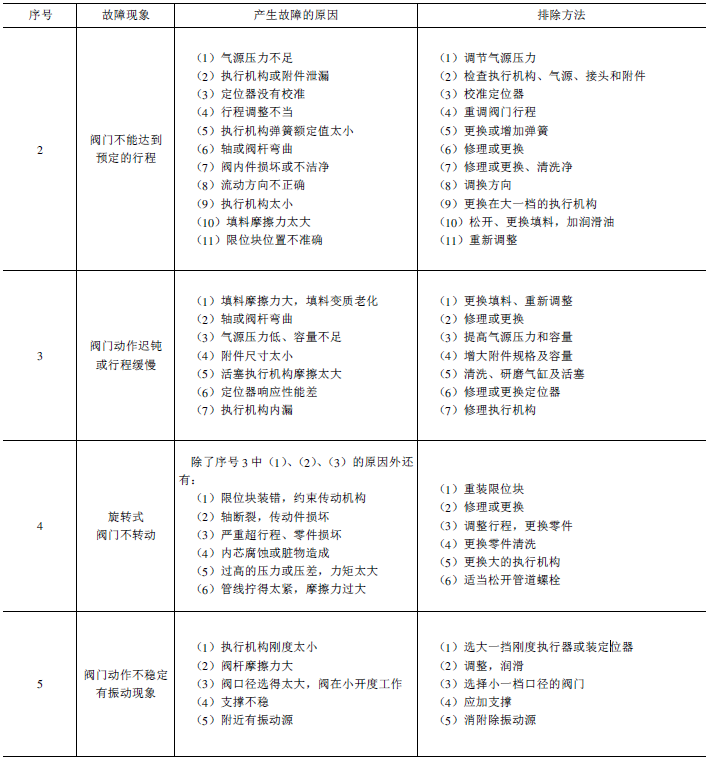
处理办法:包好裸露的铜线,故障消除。此外,在调试和运行中还出现过阀门转轴处泄漏,转轴变形,气动执行机构内漏(O形圈损坏),气动执行机构内弹簧断裂等故障。常见故障可参照表进行处理。
表 控制阀常见故障及排除方法
 五、结论
五、结论
作为自动控制系统的执行机构――控制阀,它的正常运行关系到PVC糊状树脂生产过程和系统的安全性,控制阀的合理选型、正确安装、认真维护是保证控制系统正常运行的前提。因此将控制阀纳入设备管理体系,建立有效的维护(修)程序进行预防性维护、被动性维护,保证了控制阀在PVC糊状树脂生产控制中的正常运行。






