��ͳ�����칤����ƽ������Դ����Ļ����ϣ���ȱ�����������ڳ��������ɱ��ߡ��������Կ��ơ�����ģ��������Ӧ�ÿ��Դ�����̹����������ڣ�ȷ��������������߹��ճ�Ʒ�ʡ����ͳɱ��������ҵ��������������������Һ̬�����ij��ͼ����̹������������͵���Ҫ�Σ���������ȱ�ݣ������������㡢����������ڳ��Ͳ����������²����ġ�����ģ������Z-Cast�ܹ��������ij��ͼ����̹��̽���ģ�⣬ֱ�۷�ӳ����������Һ̬������������Ϊ�����̹������¶ȳ����Ƚڲ�λ�ȣ�����Ԥ����ͼ������в�����ȱ�ݡ�
һ�����칤�����
������������Լ380kg������ΪWCB���ӽṹ�����֣�����1����2��
��1 WCB���Ļ�ѧ�ɷ� wt%

��2 WCB�ֵ���ѧ����

1�����շ�����ȷ��
���������Ľṹ�ص�ͼ���Ҫ��ȷ�����������������ȷ�����в���������עʽ�����ߵķ����ڴ��������Һ�塣�����Ľ�עλ�ü��������ͼ1��
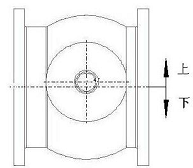
ͼ1 �����Ľ�עλ�ü�������
2����עϵͳ���
�����������ܲ��עϵͳ�����ṹ�����Ϳ���ƽ�ȣ�ѡ�ÿ���ʽ��עϵͳ������©����ע��ȷ������ֱ����35mm����F����Fֱ��F�M��F��=1��2.0��2.0��2.5�����ݱ��������FֱΪ19.2cm2��F�MΪ19.2cm2��F��Ϊ24cm2������һ��ֱ������һ���ώ���������ڽ�������ͼ2��ʾ��
ͼ2 ��ʼ����ʵ��ģ��
3�����
����ģ��������������Ƚ�λ�ã�ȷ�����ĸ������ϲ�������һ��ð�ڣ���ͼ2��ʾ��
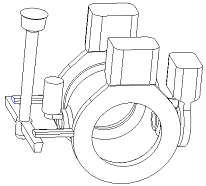
4���������
����ð�ںͽ�עϵͳ���ڵ�λ������ֱ�����������Ŀ������ĺ�ȷֱ�Ϊ��1�Ŧ�=26mm��2�Ŧ�=35mm��3�Ŧ�=25mm��4�Ŧ�=19mm��1�ź�2������Ϊ45��Բ����3�ź�4������Ϊ180���Բ������ͼ3��ʾ��
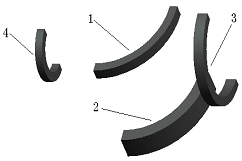
ͼ3 ��ʼ��������
������ʼ����ģ��
1�������趨�������ʷ�
����Pro/E�������������ʵ��ģ�ͣ�ת��ΪSTL��ʽ�ļ�������Z-Castģ����������ʵ�����֣�������2000000������ƽ���ں�35mm��ˮ����ɰ���ͣ���ע�¶�1580�档��עʱ��Ϊ19s����������Ϊ6�������ͺ�������ʼ�¶�25�档
2��������ģ����������
�Գ�ʼ�������г���ģ�⣬�������ͼ4��ʾ���ڷ��������³���ʱ��̫ƽ�ȣ�Һ̬���������Ͳ��������̣��ڷ����̵ײ��׳��־������ɽ�������ͨ�������ͱ���ˢͿ�ϣ���������ǿ������ֹ�����͵��ƻ�����������������ͨ���������ų��������������������Ҳ�Ἧ����ð���У�����Ӱ��������������ͼ4a���ڷ��������ϣ�����Һ��������ǻ�е�Һ��Ƚ�ƽ�ȣ������ڼ������������ϸ������ұ����˱�������Ĥ�ľ��룬��ͼ4b��4c��
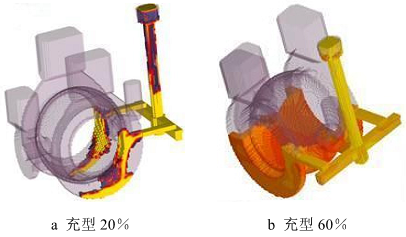
ͼ4 ������
3�����̹���ģ����������
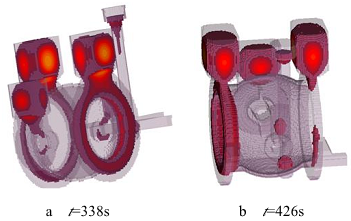
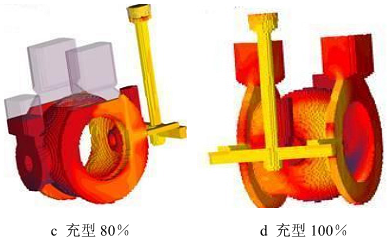
ͼ5 ���̹���
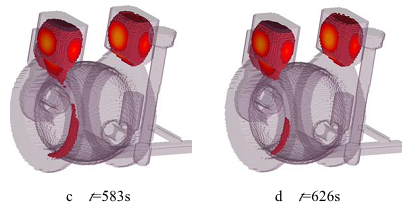
�Գ�ʼ������������ģ�⣬������ͼ5��ʾ����t=338sʱ�����С�������ұ�Բ������IJ���ͨ���Ͽ�����Ͽ����������ֳ�Ϊ����Һ��������t=426sʱ���ұߴ����IJ���ͨ���Ͽ�����t=583sʱ����ߴ������ڽ����ӿڴ��IJ���ͨ���Ͽ�����t=626sʱ������������̲�λ���ұ߷�����Ͳ�彻�Ӵ��������˹���Һ����������Һ̬���������̹����е�������������ʵ��������˳�����̣���Щ����Һ�������������̵����α�Ȼ��������ס����ɵ�ȱ�ݡ�
�������շ����Ż���ģ��
1�����շ����Ż�
���ݳ�������ģ�����������������������¶˵�1�ź�2��������Ϊ��Բ���������������Ӽ��䷶Χ���ӿ콽����ڴ���������ȴ�ٶȣ���ֹ�˴�������̣���3��������Ϊ�ķ�֮һ���������ʵ�����ð�ڸ߶ȣ���С�����¶��߰崦�����ķ�֮һ������5���������ղ������䣬�Ż���ķ�����ͼ6��ʾ��
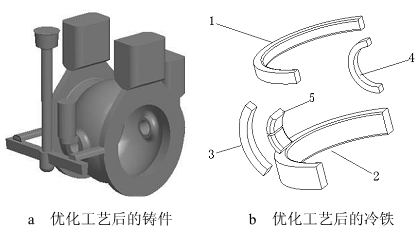
ͼ6 �Ż�������ά����ʾ��ͼ
2���Ż�����ģ����������
���ոĽ���ģ������ͼ7��ʾ��
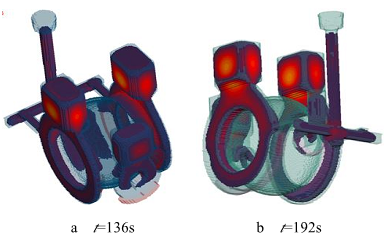
ͼ7 �Ż�����ģ����
���Կ�������t=136sʱ���������¶�˳���������ã�û�г��ֲ���ͨ���Ͽ�����t=296s��t=315sʱ�����������IJ���ͨ��������ͨ������ʹԶ��ð�ڵIJ�λ�����̣�ð��ʹ���������γ�һ�������¶��ݶȣ�����������ʵ��˳�����̡��Ƚ�ת�Ƶ���ð���У�ð��������̣�ʵ���˶����������ò��㡣���ǣ����������ͻ�������λ�����̹����л��dz�����С�Ĺ���Һ���������̽���ʱ��������ǵ����ɣ�������Ӱ��������ʹ�����ܣ�Ϊ�������˴����Ƚ�ЧӦ������ʱ�����ڴ˴���������ϵ�������ȵĸ�����ɰ��ʹ����������λͬʱ���̡��ù��������Ͽ�����ȫ�������ס����ɵ�ȱ�ݡ�
�ġ�������֤
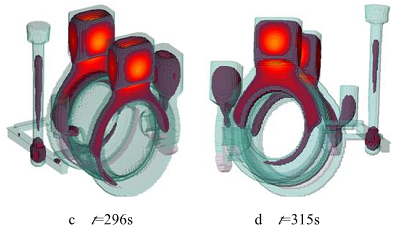
�������ȷ�������칤�շ������������������������û�з��������ڲ��������ס����ɺ�����ȱ�ݣ����������õ���֤����������������ͼ8��ʾ��

ͼ8 �����Ż�����������WCB�ַ�������
�塢����
a.ʹ��Z-Cast�����Գ�ʼ���ս����Ż����Ż���Ĺ���ϵͳ����ԭ���յĻ����Ͻ����������¶˵�1�ź�2��������Ϊ��Բ����������3��������Ϊ�ķ�֮һ�������������ķ�֮һ������5���ʵ�����ð�ڸ߶ȣ�ʹ�����������¶����ȿ������̣�Ȼ���������в����ϲ��������̣�ʵ����˳�����̡�
b.ʵ��������Ӧ��Z-Cast����ģ�������ij��ͺ����̹��̣�����ȷ��Ԥ��ȱ�����͡���С��λ�ã�Ϊ�Ż���������ṩ�˿ɿ������ݣ������˲�Ʒ�������ڡ�