在炼油行业中,蝶阀是用于调节装置管线中介质流量的调节阀,属于旋启式调节阀,其发展经历了不断创新和改良的过程,由最初的同心蝶阀发展到具有三维偏心结构的蝶阀,即三偏心蝶阀,它具有零泄漏、耐高温和低启闭力矩等优点,为了满足市场需要,开发了新型结构的三偏心蝶阀。
新型结构的三偏心蝶阀密封面形状特殊,加工困难,而阀板密封圈和阀座密封圈的加工质量直接影响产品性能,是三偏心蝶阀生产的关键工序之一。以往的三偏心蝶阀的阀座密封圈与阀体垂直,此台蝶式单向阻尼阀的阀板密封圈与阀体呈一定的角度α,如图1所示,这给加工和夹具设计带来了一定的难度。因此,为了保证产品质量,必须要有适合的夹具。
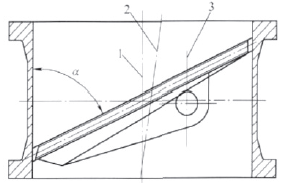
图1 三偏心蝶阀示意图
1.阀体中心 2.阀板中心 3.阀杆中心
一、该夹具设计的难点分析
1、确定阀板的定位方案
阀板密封圈与阀体呈一定的角度,且阀板孔不位于阀板中心,通过对阀板图样进行工艺性分析,发现定位、夹紧和加工都有困难,工艺性差,需要增加工艺性基准面。在阀板图样中发现对阀板孔的位置精度要求很高,因此阀板孔成为定位基准,但阀板孔不能完全定位,因此,采用在阀板上焊定位压块,作为定位基准,如图2中件7所示。
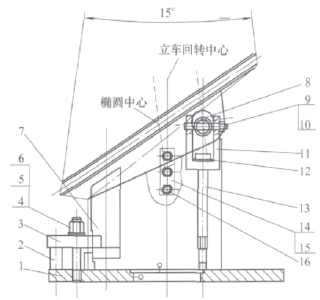
图2 夹具的总体应用
1.阀板支撑部分 2.压块 3.压板 4.带肩六角螺母 5.垫片 6.双头螺柱 7.定位压块 8.压杆
9.销轴 10.螺母 11.U形压板 12.垫片 13.螺栓 14.压铁Ⅰ15.压铁Ⅱ 16.六角头螺钉
2、确定刀具的对刀方式
椭圆成形原理可以理解成是用一个与圆锥中心线成某一夹角的平面斜切圆锥,其圆锥表面与平面所形成的相贯线即是椭圆。而阀板密封面为椭圆面,可以理解成用两个平行平面斜切圆锥,取两个平面之间的圆锥面。因此,阀板密封面为圆锥的一部分,可利用这一点确定对刀方式。也就是说,阀板密封面所在的圆锥中心与立车工作台的回转中心重合,刀架旋转圆锥角的一半,即β/2=7.5°。
3、确定车床和刀具
该阀板形状特殊,且密封面材料为硬质合金,加工非常困难,另外,要是采用上述走刀方式,此种切削属于断续切削加工,车刀容易磨损和崩断,阀板的加工精度不易保证。经过仔细分析、调研,选择了能保证加工精度的车床,并选择了特殊材料刀具,确保一次走刀加工完,不接刀,提高了加工精度。另外,对夹具的定位精度经过严格计算,确定了公差范围,保证了加工允差δk≥Δi+ω(其中,Δi为与夹具有关的加工误差;ω为除夹具外,与工艺系统其他一切因素有关的加工误差)。
二、阀板定位部分的设计
通过对阀板结构进行工艺性分析,确定阀板定位部分的结构,该阀板定位部分,如图3所示,由三部分组成:底座、支撑块和定位块。底座为夹具的基础,其中心为立车的旋转中心,定位块焊接在底板上,对阀板进行定位,使阀板密封面的椭圆中心与工作台旋转中心重合;支撑块焊接在底座上,分别用于支撑阀板两侧的肋板,保证阀板的可靠定位以及圆锥角度β =15°的要求,满足阀板密封面对夹具的要求;另外,底座上的三个螺纹孔和支撑块上的两个螺纹孔用于夹具辅助部分的安装,进一步对阀板进行定位。
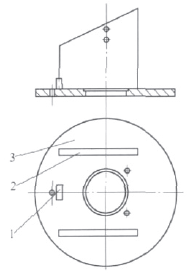
图3 阀板定位部分
1.定位块 2.支撑块 3.底板
三、总体设计及应用
将阀板的肋板放置在夹具的两块支撑块上,如图2所示,调节带肩六角螺母向下运动使压板压紧定位压块(定位压块焊接在阀板两肋板中间),从而拉紧阀板,既起到了预紧作用,又对阀板进行了定位,防止阀板在加工中沿斜面下滑;压杆穿过阀杆孔,销轴将压杆和U形压板连接在一起,螺栓穿过U形压板拧到底座上,调节螺栓向下运动拉紧阀板,用六角头螺钉分别将两块压铁固定在两块支撑块两侧,调节压铁顶端的六角头螺钉,使其顶紧筋板,保证可靠定位,防止阀板沿y轴方向移动。在加工中为了保证圆锥角的要求,立车刀架需旋转一个角度。
四、结论
经使用此套夹具加工的阀板密封面与阀体密封圈组装后,其强度及密封实验均达到了设计要求,提高了生产效率,保证了三偏心蝶阀的性能。






