炼铁工序是钢铁生产的主要工序,高炉强化冶炼技术是近年来炼铁工艺技术取得的重大技术进步。高压操作技术是高炉强化冶炼技术之一。煤气调压阀组是高压操作技术的关键设备,该设备安装在高炉的净煤气管道上,通过调节阀组调节阀关闭的程度来升高和调控炉顶煤气系统压力。同时高炉煤气经调压阀组减压后并入高炉煤气低压管网供用户使用。故煤气调压阀组必须具有既要控制高炉炉顶压力,又要确保进入净煤气总管的煤气压力为设定值的双重功能。它涉及机械、电气、自控、流体力学和环保降噪等诸多领域,特别是如何解决噪声严重超标问题成为当务之急。
一、噪声源分析
目前使用的煤气调压阀组(图1)主要由稳流箱、阀体、阀杆、蝶板、整流箱等组成,调节单元为蝶阀结构。蝶阀因为其具有结构简单、流量系数大、操作使用方便等特点,广泛应用于低压差、大流量的工艺条件。但由于其调节范围窄,不容易通过多种内件选择而改变固有调节特性,特别是在高压差调节时,由于阀门开度小,介质流向变化、流场复杂,存在旋涡和湍流,从而产生噪声和振动。目前大高炉的炉顶压力已达0.3MPa(表压)并仍呈上升发展趋势,而通常供用户使用的低压管网的煤气压力约为10kPa(表压),阀组前后的压差达0.29MPa。煤气调压阀组运行过程中的主要噪声源为机械噪声和气体动力噪声。
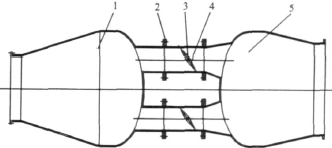
1 稳流箱 2 阀体 3 阀杆 4 阀板 5 整流箱
图1 现行煤气调压阀组
机械噪声主要来自于阀板部件的振动和机械噪声源的共振。阀板部件的振动是煤气介质压力的波动以及高压煤气对阀板部件的冲击而导致,严重时会导致阀板部件的机械性破坏。当阀板部件振动的频率与阀组整体的固有频率相接近或相同时,便产生共振,共振不仅产生很大的机械噪声,而且会导致共振零部件的疲劳破坏。
气体动力噪声是由于在对煤气实施压力调节时,由于气体流动受阻,高速气体的迅速膨胀和突然减速,及煤气流动方向的突然改变等引起冲击波和湍流运动,造成气体动力噪声。
二、噪声控制
为防止或减低噪声,对煤气调压阀组结构进行了改进。新型煤气调压阀组由稳流箱、导流筒、驱动机构、阀体、阀杆、阀板、阀座、整流箱和整流阻力件等组成(图2)。
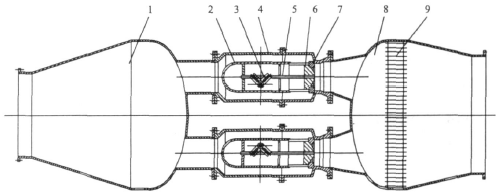
1 稳流箱 2 导流筒 3 驱动机构 4 阀体 5 阀杆 6 阀板 7 阀座 8 整流箱 9 整流阻力件
图2 新型煤气调压阀组
新型煤气调压阀组的输入端采用曲面导流外形,流通面积没有突变,流束平稳,减少了由阀门产生的总流束功率向噪声功率的转换。阀体和阀板均采用刚性结构,通过增强管道传输损失能量,声音频谱转移,从而减小了听觉范围内的声音能量。阀座采用多孔窗口均布的结构,并合理确定窗口间距,保持喷出射流的独立性,以避免由于射流合并而再次产生噪声。阀板前端的导流形结构使煤气流出节流口时流向不发生突变,不会形成湍流及旋涡,减少了冲击波的产生。节流口与扩散锥管近距离连通,减小了高速气流在管道壁上的冲撞路程,通过采用扩展的流通面积容纳膨胀的气体,从而降低气流速度。由于调节的压差比高(ΔP/P1≅ 0.725),采用串联限流方法,将总压力降分配给煤气调压阀组和位于煤气调压阀组下游的固定阻力件,有效地降低了噪声。
三、注意事项
① 采用刚性设计,确保各零部件及整机的刚性最薄弱部位的固有频率≥33Hz,避免共振现象的发生。
② 确定流通面积时主要考虑流速,由于调节上下游的煤气压力相差很大,其体积流量发生急剧变化,从而导致流速的突变。
③ 确定窗口的形状主要从流通能力和全程的调节特性因素来考虑。
④ 材料选择及加工工艺要在确保阀门功能实现、安全可靠的前提下考虑经济性,特别是过流通道的耐冲刷性能,在节流部位应采取耐磨措施。
四、结论
新型煤气调压阀组既满足了高炉炼铁工艺的要求,又解决了噪声问题,为冶金企业提高生产率创造了条件。