上海汽轮机厂(以下简称:上汽)建立至今,所生产的50MW等级汽轮机已有170多台,包括纯凝机组和单、双抽汽机组,其中抽汽压力分4.1、1.27~0.118MPa(a)等诸多系列。上汽生产的50MW等级汽轮机广泛应用于发电、冶金、化工、制糖、工业用汽、集中供热等众多领域,用户面很广;另外,其性能优良,运行稳定、可靠,因此深受广大用户的青睐。
在20世纪90年代以前,我国电力总体装机容量还不大,50MW等级汽轮机作为主力机组,往往带基本负荷运行,运行工况比较单一,调节阀处于较大开度并相对固定。当时为解决高调门提升力大的问题,上汽采用了“G-1”型调阀,并设计加大了高调门油动机活塞面积,解决了“阀门打不开”的问题。
90年代以后,随着我国电力事业的飞速发展,大功率机组不断涌现,50MW等级汽轮机也渐渐由带基本负荷运行变为调峰运行,运行工况越来越多。为保证汽轮机在各种工况下都能稳定运行,对阀门的控制要求也越来越高。在这种形势下,汽轮机调节汽阀(调门)故障逐渐增多。这些故障往往会导致负荷波动、降低负荷,或导致机组的CCS协调控制系统被切除,降低机组的自动化水平,甚至会引起主汽压力波动,导致安全门动作,或机组被迫打闸停机等,严重影响电厂的安全生产。下文将就故障存在的原因进行分析,并提出相应的措施,以保证机组的安全运行,为今后产品的优化设计提供理论依据。
一、故障现象
针对我公司所产50MW等级汽轮机,经过对几家电厂的高调门故障现象进行对比后,发现高 调门故障多表现为:阀杆上端接头处严重磨损;高调门振动,有时伴有啸叫;高调门和油动机在3号阀小开度情况下,机组负荷摆动大。
阀杆接头处的严重磨损,往往导致阀门空行程的增加,使阀门滞后打开,阀门流量2升程曲线偏离设计值,影响机组的调节性能。高调门的振动,轻者可能引起油动机、蒸汽管道的振动,严重的还可能导致调门上连杆断裂、导汽管疏水管焊缝疲劳断裂,严重危及机组的安全运行。而机组负荷摆动过大,则直接影响着供电品质。
二、故障原因
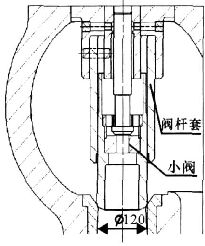
图1 “G-1”型阀结构示意图
上汽50MW等级汽轮机高调门采用的是“G-1”型阀,该阀是100%卸载的调节阀。图1是“G-1”型阀的结构示意图。与原苏联OPП型阀比较,该阀具有提升力小和稳定性好两大优点,在上世纪80年代,成功地解决了高调门提升力大的问题,因此在高调门上得到了广泛的应用。
但正是由于该阀的卸载能力大,使得阀前蒸汽对阀碟所产生的向下不平衡蒸汽力近似为零,结果阀碟仅靠自身重量悬浮于汽流中,极易产生上下振动。另一方面“,G-1”阀在小开度情况下,阀内流场很不稳定。不稳定流场的存在,直接导致了阀碟的振动,同时还可能诱发阀杆的振动。因此阀门卸载偏大、阀内流场的不稳定是造成3号阀小开度时振动的主要原因。阀碟的上下振动,还直接导致了阀杆上端接头处的磨损。
从振动角度分析,在阀的全行程中,会出现两个振动高峰区。它们是两种不同类型的振动:一是阀门开度小、进出口压差大时产生的高频自激振动,它具有固定的频率和稳定的周期波形,并伴有高噪声;二是阀门开度较大、进出口压差较小时产生的低频强迫振动,它由阀碟底部的不稳定扰动汽流引起,通常发生于“阀碟附着流”向“阀座附着流”的不稳定过渡区,是一种不规则的随机振动。3号阀小开度情况下振动,就属于前一种类型,是大卸载阀门在小开度时,阀碟自身产生的高频自激振动现象。
三、故障分析
要解决以上所述振动现象,从结构角度讲,根本在于改善阀内流场,并改小阀门的卸载能力:使阀门本身始终受到一个向下、适中的不平衡蒸汽力,并处在稳定的流场中,以避免阀碟的上下浮动;从自身激振的角度讲,就是要在设计阀碟、阀杆时提高其自身刚性,使阀门在全行程内,不产生自激振动。
改小阀门的卸载能力,将意味着阀门提升力的增大。这就要求对阀门执行机构―――油动机进行改造,以满足阀门提升力增大的要求。而油动机的改造不仅会因为尺寸的增加而对阀门布置不利,而且还会影响到阀门的调节品质,同时还将增加改造费用。由于阀杆已设计制造定型,不可能改变自身刚度,因此对在役机组来说以上方案均不可取。
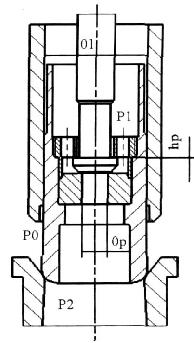
图2 “ G- 1 ”型阀结构简图
从“G-1”阀结构示意图中可以看出:该阀之所以卸载能力大,除了因为阀碟直径与阀座接触直径相当外,它还专门设有一个预启阀(小阀)。在阀门刚开启时,小阀先开。借助小阀的开启,使阀门前后压差减小,从而减小主阀的提升力。小阀本身,因其径向尺寸较小,所需提升力也较小。因此,小阀的设立,减小了阀门刚开启时的提升力,为大阀的开启提供了有利条件。然而小阀的存在,也不可避免地造成了阀碟与阀杆的分离,使阀碟悬浮于汽流中,进而导致了阀碟上下浮动的可能。如果减小或取消小阀的行程,则可减小阀碟浮动的程度,增强阀碟的稳定性。因此,减小或取消小阀行程,不失为解决在役机组高调门小开度时振动的有效方法。
但是,减小或取消小阀行程也是有风险的。
下面试导出小阀行程与阀门提升力之间的关系:首先,确定小阀开启过程中,平衡腔室的压力P1随小阀升程hp的变化关系。在稳定流动时,平衡腔压力P1由阀碟与套筒间的环形间隙面积S1、小阀泄流面积S2,以及阀后压力P2确定。分别列出流量公式:
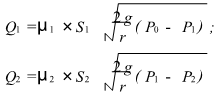
根据流量平衡关系可知Q1=Q2
由此可推出公式:

式中,α为系数,它与平衡腔室直径D1、阀碟与套筒间的环形间隙,以及小阀接触直径等有关。对已定设计,α为定值。
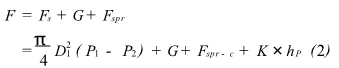
其次,从阀杆的受力分析可知:
式中
F―――除油动机力外,阀杆所受力的总和
Fs―――阀杆所受的蒸汽作用力
G―――阀杆以及大、小阀的重力和
Fspr―――阀杆所受弹簧力
Fspr-c―――小阀关闭时,阀杆所受初始弹簧力
K―――弹簧刚度
将公式(1)代入公式(2),并整理、简化后可得:

其中

对已定设计,A、B均为定值。
由公式(3)不难得到以下结论:当阀前后压差一定时,阀杆受力直接取决于小阀升程。从F―hp曲线图(图3)可以看出,hp在3mm以下时,随着hp的减小,F值迅速增大。
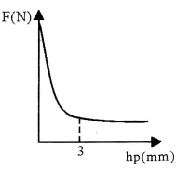
图3 F―hp曲线图
因此,小阀行程的减小或取消,必然导致阀门提升力的大大增加。也就是说,减小或取消小阀行程是否可行,要看取消小阀行程后,阀门提升力的升高是否为原油动机的提升力所允许。根据规范,如果“油动机所供提升力不小于1.5倍的打开阀门所需提升力”,则可以认为满足要求。
四、改造实践
依据“取消小阀行程”这一指导思想,曾对高桥石化多台机组高调门先后进行了改造,均获得了成功。
高桥石化7号机是上汽早期产品,该机组在运行中,当油动机开度在105~122mm时,3号调门有强烈振动和啸叫现象,影响了机组的安全运行。经研究分析,发现该现象属上述“G-1”阀小开度时不稳定振动所致。随依据“减小或取消小阀行程”这一思路,经过计算,确定油动机所供提升力足以打开阀门,即减小或取消3、4号小阀行程可行。此次改造主要对其小阀阀座,3、4号阀的连接板进行了改进,无论是改造零件数目,还是改造工作量,都很少。考虑到阀杆的热胀、装配误差、阀杆的垂直对中性等诸多因素,最终的方案为将小阀行程减小到0.5mm。此次改造结果非常令人满意。据电厂反映:该机组3、4号调门自改造后,正常运行一个多月,经历了各种运行工况,油动机开度从零至满负荷,运行状况稳定,无自滑、啸叫、明显振动等异常情况,很好地解决了原有的振动缺陷。
五、结论
通过对“G-1”阀阀内流动和结构的分析,提出了减小或取消小阀行程这一解决50MW现役机组“G-1”型高调门振动的有效方法,并从理论分析和改造实践两方面给予了证明。它对解决类似的阀门振动问题进行了有益的探索,为在役机组的优化开辟了一条新的道路。






