氟塑料衬里调节阀的过流面采用氟塑料蔽覆,以隔绝金属与强腐蚀性介质的直接接触。这样既解决了氟塑料强度低,不能承受高压力的问题,又解决了金属材料不耐腐蚀的问题。在氟塑料衬里阀门的生产制造中,最重要的是选用合适的氟塑料原料和制订合理的衬里工艺及模具设计。
一、聚全氟乙丙烯性能
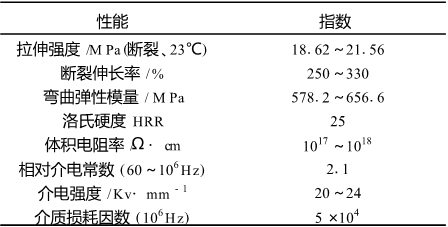
在氟塑料衬里阀门中,用量较多的是聚全氟乙丙烯(FEP),FEP是四氟乙烯和六氟丙烯的共聚物,通常四氟乙烯占83%,六氟丙烯占17%。FEP外观和手感类似聚乙烯,但相对密度大(为2.14~2.17),FEP性能与应用范围类似PTFE,使用温度比PTFE低50℃,硬度及强度较PTFE高(表1),是标准的热塑性塑料。长期使用温度为-88~205℃,脆化温度-90℃,分解温度>400℃。FEP成型加工性能好,可以进行压模、挤出、注射成型等。但加工时热稳定性差、制品易产生开裂。
二、成型方法
1、工艺特性
(1)粘度
FEP在熔融状态下的流变性接近非牛顿型,即随着剪切速率γ的增加,表面粘度(ηα)下降。而且随着相对分子质量下降,其溶体粘度也随着变小。溶体流动中的γ超过一定极限,就会产生溶体破碎,使制品表面粗糙,故成型加工时应适当提高料温,并加大流道和浇口的直径。
表1 FEP的性能
(2)温度
FEP的粘流温度1MPa时为265~278℃,成型加工温度范围窄,成型加工困难。由于FEP的熔体粘度较PTFE低,在343~393℃时的熔体粘度为103~104Pa•s,比相同熔融指数的聚乙烯高一些,可用挤出或注射等方法成型。
(3)成型
FEP为半透明的聚合物,静电吸附性很强。容易吸附灰尘和杂质,影响成型加工制品的性能。成型时应加入抗静电剂。FEP导热系数小,加工时应注意升温速度。考虑其成型加工温度下的腐蚀作用,加工设备应选用铬钢或渗氮高合金钢作为防腐层。
2、加工方法
(1)注射成型
机筒和喷嘴温度为320~400℃,模具温度为200~230℃,注射压力为29.4~137.2MPa。
(2)模压成型
模压成型可制取各种板、棒、层压板和填充制品。加热FEP至290~370℃使其熔融,再冷至150~200℃,在7~12MPa的压力下,使熔体充满模具,压实、脱模即得制品。
(3)挤出成型
挤出机的螺杆长径比大于15,压缩比为3∶1,模口温度315~400℃,其压力根据制品而定,一般为0.98~17.64MPa。挤出制品的淬火温度为10~20℃。
(4)涂覆
在FEP的分散液中,加入浓缩剂聚氧乙烯辛烷基酚醚,可用喷涂、刷涂、沸腾浸涂和火焰喷涂等方法,进行涂层施工,再加热塑化。近年来,也开发了FEP的粉末流动床和静电喷涂加工新技术。
三、阀门模压工艺
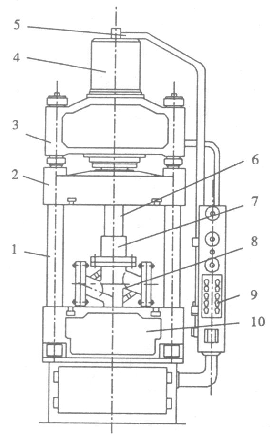
1 主柱 2 活动横梁 3 上横梁 4 油缸 5 油管 6 压头 7 模具与料筒 8 阀体 9 操纵箱 10 下横梁
图1 油压机与阀体模压示意图
模压(图1)是氟塑料衬里阀门常用的一种方法,适合于多品种小批量的生产方式。它是将一定量的氟塑料(粉状、粒状、纤维状、片状和碎屑状等)放入成型的模腔中,然后闭合,放在加热炉内加热到一定温度,并在压力作用下熔融流动,缓慢充满整个型腔而取得型腔所赋予的形状。随着在模具内塑化、混合和分散,熔体逐渐失去流动性变成不熔的体型结构而成为固体,经冷却到一定温度打开模具,而成为成品,从而完成模压过程。氟塑料衬里层的质量主要取决于氟塑料原料质量、衬里模压工艺和模具的设计。
阀门衬里前应将受衬面毛刺及油污等清除干净,并修磨平整,尽可能使受衬面达到GB8923中规定的St2级,还可以采用机械加工的方法,将受衬面加工出T形槽和螺纹沟槽,以增加衬里层与基体的结合强度,防止衬里层脱壳。将衬里面内部转角处的棱角锐边倒钝,内圆角R>2mm,外圆角R>3mm,减小应力防止衬里层被锐角刺破。
氟塑料(FEP)衬里阀门成型质量包括衬塑层的内在质量和外在质量。内在质量包括衬塑层的物理和化学性质及其均匀性,它不仅要求聚全氟乙丙烯塑料(F46)具有相应的物理和化学性能,在模压过程中还要注意塑化的温度和压力,正确掌握模压工艺。外在质量包括衬塑层的规整、尺寸、外观和色泽等。衬塑层的外表面质量主要取决于模具的设计和氟塑料在模具内的塑化、混合和分散的能力。塑化效果与模具结构以及工艺配方、原料质量和加工工艺条件的控制有直接的关系。
塑料塑化成型对温度和压力的要求非常严格,掌握氟塑料的塑化时间非常重要。塑化时间太短,氟塑料未成型就已分解交联。塑化时间太长,则生产效率低,需要很长时间才能固化脱模,生产周期长。在生产中,控制塑化时间的关键因素就是温度和压力。若不能控制好塑化温度和压力,则很可能产生诸如衬里层表面硬度低,表面光亮度不足,衬塑尺寸控制困难,熔接痕难以消除,衬塑层沿氟塑料流动方向有“鱼鳞”样凸凹不平的有规则的波纹,或表面箭头状波纹等问题。另外,在加压过程中放气次数、放气时间、间隔时间都对衬塑层的外观质量有直接影响,在生产中予以标准化严格控制,并做好生产记录。工艺人员可以在生产前对氟塑料拟订其塑化曲线,掌握其塑化时间,然后在实践中根据实际情况进行工艺调整。因每种产品的氟塑料配方、原材料质量、产品质量要求各异,其温度、压力,放气等工艺控制也不尽相同,根据具体情况决定,从而制订出适合的模压工艺规程。
四、结论
氟塑料衬里阀门的成型质量与原料、模具和工艺等有直接的关系。衬里前应将受衬面清理干净,衬里成型时应严格控制压力、温度和时间。






