我公司有3台东方汽轮机厂引进日立技术生产制造的超临界压力汽轮机组(型号:CLN600-24.2/538/566),是典型的超临界、一次中间再热、单轴、三缸四排汽、双背压、纯凝汽式汽轮机组,机组采用高、低压二级串联旁路系统。其中高压旁路容量为40%BMCR,高压旁路阀数量为1个,低压旁路容量总容量为52%BMCR,低压旁路阀数量为2个。旁路容量仅能满足机组启动要求,不考虑满足机组甩负荷要求。

高压旁路系统装置由高压旁路阀、喷水调节阀、喷水隔离阀等组成。高压旁路阀对改善机组的启动性能、保护机组的正常运行有非常重要的作用。我厂1#机组在2008年春节标准小修后的机组启动过程中,高压旁路阀出现内漏(本次曾对该阀内漏检修处理过),且内漏较大,严重影响了机组的运行安全和机组的热效率。
一、高压旁路阀的构造
该高压旁路阀为进口CCI产品,调节阀内件结构如图1。
二、高压旁路阀损坏情况
如图2,设备检修时,发现该阀阀芯与阀座密封面出现了较大面积的冲刷凹坑,阀芯密封面大约75%的圆周上有冲刷凹坑,深度有5mm左右,阀芯密封面上也有轻微的冲刷凹坑,深度有0.2mm左右。
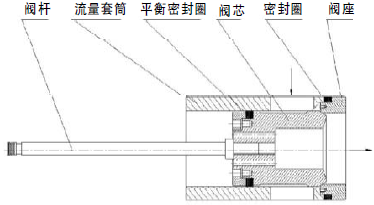
图1 阀门内件结构简图
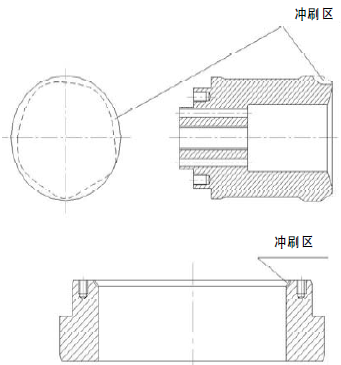
图2 阀芯冲刷状况
三、高压旁路阀关不严原因分析
经分析,高压旁路阀内漏较大的原因有5点:
(1)阀门密封面所受紧力不够。在安装过程中,出现“机械零位”和“热工零位”重合的现象,或热工零位确定后,出现阀门密封面紧力不足,导致阀门内漏。
(2)阀座下垫片压缩量过大(本次检修更换了阀座下垫片,该垫片是否与原产品的压缩量相同,这里不好确定)。在运行过程中,可能出现垫片变形过大,这也是导致阀门密封面紧力不足的一个间接原因。
(3)阀座变形。如果阀座下垫片变形量过大,可导致阀座密封面变形,引起阀门内漏。
(4)安装工艺出现问题。如:阀座下垫片及阀芯垫片装得不正。
(5)厂家在对阀座、阀芯密封面损坏部分进行补焊时,焊接材料硬度不够或焊后出现变形,致使阀杆、阀芯同轴度超标。
经本次阀门解体检查后,确定内漏原因是第(5)点所致。
四、高压旁路阀的修复方法
1、焊接性能分析
高压旁路阀阀芯阀座材料为X19CrMoVNbN111,据查有关资料该钢的冷裂纹敏感性较低,无热裂纹和再热裂纹倾向,但对氢致裂纹较为敏感。焊接性能较好。
2、焊接操作工艺
补焊前,将补焊表面的凹坑和尖角等缺陷作焊前处理,再将不光滑处打磨圆滑并对补焊处进行探伤。补焊时对补焊处进行局部预热到360℃,然后进行补焊,补焊后进行消除焊接应力处理再进行着色检查,如无表面裂纹和密集性气孔等缺陷,再进行机加工。
3、焊接材料的选用
考虑到补焊处为阀门的密封面,因此要求堆焊的材料具有良好的耐热、耐腐蚀、耐磨性能,在650℃左右,特性不变。因此选用钴基堆焊焊丝(司太立)堆焊层硬度为40~45HRC。适用于高温高压调节阀门密封面堆焊。
4、机加工
机加工时应充分了解原阀门的结构特点,并对原零部件进行测绘。根据机械原理,该阀门关闭时有3处定位:阀杆与阀杆密封组件;阀芯与流量套筒;阀芯与阀座。因此机械加工精度要求高,否则会影响阀门关闭的严密性。阀杆、阀芯和阀座密封面要有非常好的同轴度。根据这一特点,我们对阀杆阀芯组件和阀座制定相关的机加工工艺。控制同轴度在0.05mm以内。加工后对阀芯和阀座进行研磨。
五、高压旁路阀部件的回装工艺
(1)阀座与笼罩接触面细砂处理;
(2)滤网内清洁;
(3)阀座安装,阀座密封圈就位;
(4)就位阀芯、笼罩,用红丹粉初步判断阀芯、阀座的同心度;
(5)在笼罩中安装阀芯密封圈,保证密封圈安装不偏斜,并用钢丝固定阀芯螺丝;
(6)安装阀芯、笼罩、阀盖密封圈、阀盖及盘根,保证阀座、阀芯密封面正常接触,检查阀线;
(7)阀盖就位,螺栓紧固;
(8)气动装置就位;
(9)联轴节安装,要求气动装置有一定的预紧力,同时保证仪用压缩空气压力最大。
按照上述修复和回装工艺对高旁阀检修后,机组启动,高旁阀没有出现内漏现象,该阀目前运行状况良好。
六、结论
通过几次对3台机组高旁阀内漏的处理,我们认识到:在检修该类阀门时,一定要注意下列工序的正确执行。
1、在安装过程中,要严格控制安装工艺。
2、气动传动杆和阀杆的联轴节连接时,要保证气动装置有一定的预紧力,保证仪用控制气有足够的压力。
3、首先要确定阀芯、阀座的材质,确定合适的焊接材料,且焊接时进行必要的热处理,在焊接和焊接后密封面的处理过程中,一定要制定防止阀杆阀芯组件及阀座变形的措施,以保证阀门处理过后,阀座和阀芯密封面有较好的同轴度,之后还要进行必要的研磨。






