本文介绍了自动
调节阀在调节系统的介质流量过程中产生气蚀的机理及其危害性, 提出了气蚀防止方法。
随着国民经济的高速发展和计算机自动化控制技术的广泛应用, 对自动控制调节阀的需求越来越多。自动
控制阀门是现代工业生产和物料输送中
阀门发展的大趋势, 据统计, 在石油化工装置中, 自动控制阀门已占阀门总数70 %以上。调节阀是自动控制阀门之一, 通过调节系统的介质流量达到工艺过程的控制作用。调节阀在流量调节过程中不可避免会产生气蚀, 使阀门过早失效, 严重的将危害系统安全运行。
二、气蚀的产生及危害
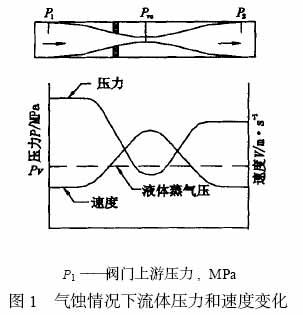
气蚀是材料在液体的压力和温度达到临界值时产生破坏的一种形式。当液体通过节流孔时, 流体流道面积的缩小导致流速迅速增加,速度的增加, 产生了速度和压力之间的能量转换, 流体压力下降。压力在节流孔下游侧附近达到最低值, 这时其速度最大, 压力最小。当该处的压力Pvc低于液体蒸汽压Pv 且阀门下游压力P2 高于液体蒸汽压时, 就会发生气蚀(图1) 。气蚀产生时
Pvc < Pv < P2
式中 Pvc ―――节流孔处的压力, MPa
P2 ―――阀门下游压力, MPa
Pv ―――液体蒸汽压, MPa
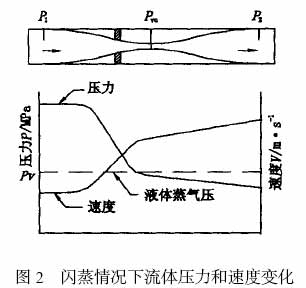
气蚀一般出现在两个阶段。首先, 当液体压力低于液体蒸汽压时, 在液体中形成蒸汽泡, 由液体携带气泡的边缘层向下游移动。其次, 如果出口压力大于液体蒸汽压力, 气泡就会破裂或爆破, 同时产生巨大的压力冲击波,并通过液体向外传播, 集中撞击管道壁和阀内零件, 冲击到相近的金属表面上。气泡破裂对金属表面的冲击类似于微流喷射, 它能以104MPa 的压力, 振动和碰撞管壁。在液体内, 当气泡远离金属表面破裂时, 产生球形压力波, 此时, 碰撞压力约为103MPa , 且微流喷射的影响未达到金属固体壁。如果气泡接近金属表面破裂, 微流喷射将直接冲击金属表面。由于冲击波反复冲击, 导致金属表面疲劳、撕裂和其他缺陷。气蚀损坏表现为金属表面凹凸不平和多孔现象。如果阀门出口压力低于液体蒸汽压时, 蒸汽气泡不会破裂, 液体以气液两相混合状态存在, 液流速度将继续增大, 这种状态称为闪蒸(图2) 。闪蒸并不是一个主要问题, 其损害与气蚀不同, 通常选用抗冲蚀的阀体和阀瓣材料, 限制阀门出口流速, 可大大降低和消除, 延长调节阀的使用寿命。闪蒸时Pv > P2 。
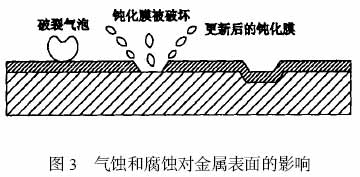
表面上看气蚀破坏是一种机械性的破坏。但是, 在腐蚀性介质中, 气蚀会加快腐蚀侵蚀。气蚀发生时, 微流喷射(或冲击波) 破坏了金属表面的钝化膜保护层, 基体金属受到侵蚀, 产生化学腐蚀。冲蚀又把产生的腐蚀介质冲掉, 引起新的腐蚀。与气蚀或气蚀腐蚀相关的冲蚀导致金属进一步磨损和破坏, 通过气蚀和腐蚀的影响, 材料被冲蚀磨损(图3) 。
冲蚀强度与流体流速有关
e = KVn
式中 e ―――材料损耗
K ―――常数
V ―――流速, m/ s
n ―――磨损指数
一般冲蚀下, 磨损指数n≈215 , 当气蚀和腐蚀相结合影响时, 磨损指数可达n = 7 。气蚀不仅对阀门产生机械损害, 导致阀门失效, 而且产生严重的噪声。当液体流过阀座通孔或节流孔时, 会突然加速、气化和膨胀,在管路中产生紊流、振动和动力噪声。气蚀气泡的破裂是噪声的主要来源, 通常有气蚀就有噪声, 噪声量直接与气蚀程度有关。因此, 气蚀对调节阀系统管路的影响相当大。
三、气蚀的防护 3.1 材料的选择
气蚀破坏与金属的机械性能和抗腐蚀能力有关, 因为抗气蚀破坏主要是材料抵抗气泡破裂时形成重叠凹坑的能力, 它随材料吸收能量的能力而改变。抗气蚀破坏较好的材料应具备坚实和均匀的细晶粒结构, 变形能力大, 抗拉强度和硬度高, 加工硬化性好, 疲劳极限和抗腐蚀疲劳极限强度高。韧性材料抗气蚀能力要高于脆性材料, 因此, 通常可选用不锈钢阀门提高抗气蚀能力。
3.2 阀门的形式
调节阀的形式将影响其对气蚀的敏感性,调节阀一般有两种形式, 即低复原阀门(如
截止阀等) 和高复原阀门(如
球阀和
蝶阀等) 。这2 种形式的阀门在进口压力和压降相同的情况下, 流体通过收缩截面时, 高复原阀门的阀后出口压力恢复远大于低复原阀门。对截止阀而言, 其通道的几何形状和湍流存在, 会产生很大的流体阻力, 因此, 在阀后出口压力不会恢复很多。而对球阀而言, 其进口流体阻力不大, 在阀后出口压力恢复很多, 阀门的复原性可用压力恢复系数FL 表示(图4) 。
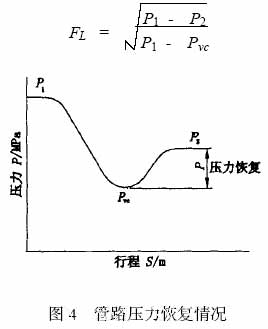
FL 越接近1.0 , 压力恢复越少。
3.3压力降的分布
压力降分布的均匀性也对气蚀产生影响,可以采用几个串联阀门和一系列节流孔板, 把压力降分布在几个串联阀门之间或分布在一个阀门和节流孔板之间。阀门和节流孔板沿介质流动方向的合理设置, 可以经济和有效地控制气蚀。采用多级压降和增加流体出口面积, 可以有效地控制流体速度。控制流体速度(相当于控制阀内的压力) 是避免气蚀的有效手段,其目的是使阀内压力高于流体最低压力蒸汽压, 避免蒸汽气泡破裂, 较好的避免了阀内的气蚀。
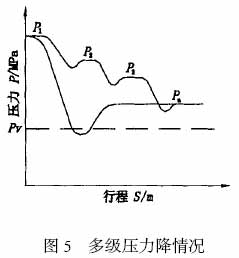
阀门的压降可以分成几段来实现。当调节阀上的压降产生在多级阀瓣上时, 总压降( P1 -Pn) 被划分成几个较小的连续压降P2 、P3 、⋯Pn , 在下一个节流级之前, 流体压力被允许恢复到中间压力P2 、P3 、⋯Pn - 1 , 一直到最后的压降Pn , 使气蚀消除在一个较大的延伸区内(图5) 。
 四、结论
四、结论
长期以来气蚀现象缩短了管线设备的使用寿命消耗了大量的人力和物力,认识气蚀产生的原因及危害,低和消除气蚀的潜在影响,对提高设备长周期、安全、经济运行具有特别重要的现实意义。
参考文献 〔1) 莱昂斯. 阀门技术手册〔M〕. 北京: 机械工业出版社, 1992.
〔2) 源泉. 阀门设计手册〔M〕. 北京: 机械工业出版社, 1992.






