南钢联炼铁新厂180m
2烧结车间机头除尘器双层
卸灰阀原电气控制系统,采用单片机控制板直接控制接触器,结合机械撞针式限位器实现自动运行。控制箱安装在现场卸灰阀旁,单片机控制板安装在控制箱内,由于卸灰阀所卸灰尘为含铁细微粉末,且具有腐蚀性,而单片机控制板未封塑保护,造成单片机控制板经常损坏、频繁更换。双层卸灰阀保修期结束后,单片机更换计入备件消耗,而每一单片机价值2000余元,一周要更换2~3块,增加生产成本。另外,由于机头除尘属于工艺除尘,要求设备稳定运行,卸灰阀要求24h连续放灰,每台卸灰阀平均以20次/h的频率运行,而机械限位器动作次数有限,也需要经常更换,无法满足生产要求。针对以上问题,决定进行技术改造。
一、改造方案
本次改造利用烧结中央主控制系统的PLC做主机,中央控制系统的PLC为施耐德MODICON QUANTUM 系列,设置一远程站控制双层卸灰阀。中央主控PLC安装在电气楼内,远程站设置在机头除尘器附近灰尘相对较少的地方,模块安装于户外型密封较好的控制柜内,由于PLC本身具有可靠性高,易于编程、使用方便的特点,改造完成后能够保证双层卸灰阀正常运行,减少备件消耗,降低生产成本。
将机械撞针式限位器改造为上海仕兰电气KL12-X5K型磁感应式限位器,能够保证卸灰阀动作频繁、动作准确的要求。
改造需要满足如下工作要求:
1) 具有手动、自动两种操作控制方式。
2) 两种控制方式由现场操作人员自行选择。
3) 任何操控状态下,现场人员可手动停止。
4) 检修时确保任何操作控制系统均不动作。
5) 现场操作人员负责,确保上下插板初始位置为关闭状态。
6) 双层卸灰阀工作顺序要求。上插板打开,打开到位后等待数秒;上插板关闭,关闭到位后等待数秒;下插板打开,打开到位后等待数秒。下插板关闭,关闭到位后等待,一个工作周期完成;经过设定的时间,重复以上周期进行。
7) 通过中间继电器,把现场220V高电流与PLC的220V低电流隔离。
8) 上下插板电动机分别有过载保护。
9) 插板电动机正反转具有互锁保护。
二、电气系统分析
改造后的电气原理图及PLC输入、输出点分配如图1、图2所示。
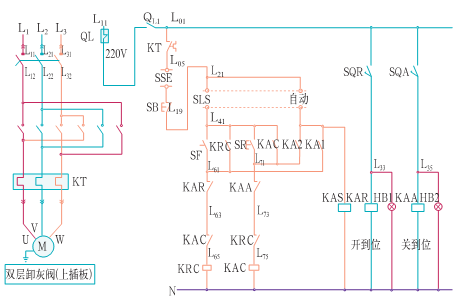
图1 控制系统电气原理图
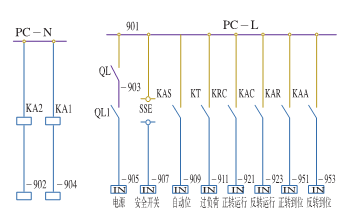
图2 PLC输入点分配图
下插板的原理图及工作过程与上插板完全相同,下面的叙述中元器件不分上、下插板,统一介绍其工作原理。如下:
1) 现场操作工确保上下插板都处关闭位置,如果不在关闭位,用手动操作使之关闭到位,限位器SQA动作,KAR得电,关闭到位信号灯亮。
2) 将SLS选择开关拨到自动位,KAS中间继电器得电,并将信号送给PLC输入点,PLC接到信号开始工作。PLC检测中间继电器KAA送给PLC输入点得信号,经过内部编程PLC输出信号使输出继电器KA1得电,接触器KRC吸合,上插板电动机正转,当上插板打开到位,限位器SQR动作,KAA得电,上开到位信号灯HB1亮PLC收到KAR闭合信号后开始计时,计时时间到同时PLC输出信号使输出继电器KA2得电,接触器KAC吸合,上插板电动机反转,当上插板关闭到位,限位器SQA动作,继电器KAA得电,上关到位信号灯HB2亮,PLC收到KAA闭合信号后开始计时。
3) 计时时间到后下插板重复上述上插板的工作过程,当下插板关到位后上层卸灰阀得一个工作周期结束,PLC计时,计时时间到后PLC重复执行以上程序,确保卸灰阀连续不断工作。
4) 需要停止时,可由现场操作人员,按下SB停止按钮,也可由主控人员点击主控室画面上的按钮使系统停止工作。
三、故障分析处理
当运行中发生故障,如电源断电、选择开关发生故障、热继电器动作、限位器不动作或无动作等,这些点都进入了PLC,PLC会及时检查到故障信号停止程序执行并在主控画面上发出提示信息。当维护人员将故障排除后可按上述程序继续工作。
四、结论
设备已改造完成运行将近半年故障率相当低,证明PLC自动控制系统及磁感应
限位开关的配合使用能够保证双层卸灰阀频繁动作和稳定运行,减少了备件消耗、降低了生产成本,极大地改善了烧结矿的质量和产量。






