南钢16000制氧机由杭氧股份有限公司设计,成套设备采用常温分子筛吸附净化、增压膨胀机和全精馏无氢制氩带中压液氩泵内压缩流程,浙江中控DCS控制系统。2007年6月22日启动膨胀机进行空分冷箱裸冷。6月25日正式开机调试试运行,26日在调试中出现了液氮调节阀V3开度到57%开度以上后,V3阀出现较响的声音,且振动较大,当调节阀开度开至65~75左右时,阀门出现更大的振动和声音,且阀杆自行来回窜动。为了防止V3阀发生故障影响空分设备的运行安全,迫使在工况调整中关小V3阀到56%的开度,减小液氮进上塔的流量,使得液空纯度及氧、氩的产量均受到影响,具体参数见表一。
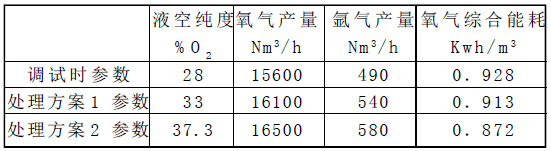
表一 V3阀处理前后数据对照表
一、V3阀振动过大的原因分析
1、针对液氮调节阀V3不能开大的现状,我们和厂家及兄弟单位进行咨询,发现其他一些兄弟单位也有类似情况。理论上讲,阀门急剧振动的原因可能为:当所选阀的频率与系统频率相同时,便会发生急剧振动。因此,V3阀达到一定开度后,产生振动,阀杆窜动的原因可能存在以下几种可能:
⑴ 管道支架不合适,支架支撑位置不科学,造成阀门振动。
⑵ 阀门设计位置过高。
⑶ 阀门设计通径与生产工艺参数不匹配。
⑷ 阀门结构设计不符合工艺要求。
2、根据V3阀异常情况,我们组织技术力员和杭氧专家一起进行了分析,并结合兄弟厂家的实际情况,认为:工艺管线按要求进行配管,阀架和管架也符合技术要求,V3阀的通径原设计为100mm,现场安装的阀门通径为80mm,因此,存在阀门通径偏小,阀门结构设计不符合工艺要求的可能性。
二、V3阀振动过大的处理
为了不影响公司氧、氮、氩的生产供应,我们针对液氮调节阀V3的处理采取了分两步走的办法。一是冷箱外接一根液氮管线,增加进上塔的液氮量;二是利用短期停机的机会,更换V3阀阀杆和阀芯。
1、处理方案一:
将空分塔外13米平台V354阀与1.5米平台V355阀连接起来,手动分流一部分液氮到上塔,即为V3阀分流,从而改善生产运行工况。
为保护V3阀和V3阀连接管道的安全,我们逐渐关小V3阀到震动和声音较为正常的56%阀位,杭氧资料提供的V3阀额定计算Cv值的开度为75.7%。根据实际操作情况,存在下塔液氮进上塔的流量过小,不能满足机组工况要求的问题,并使得机组一些重要参数达不到设计参数值,给调试工作带来了许多困难。
在V3阀因震动不能继续开大的情况下,为增加进上塔的液氮量,在杭氧专家的技术指导下,我们在塔外V355阀和V354阀处连接一根长约23米、直径30mm的V3阀旁通管(V355和V354的通径是Φ25),增大下塔进上塔的液氮量。投用后取得了一定的效果,氧气的产量由旁通阀启用前的15600Nm3/h提高到16100Nm3/h;氧气纯度由~99.2%O2提高到~99.5%O2有明显上升,但因旁通管管径过小且塔外安装,保冷情况不如冷箱好,加上这部分液氮是没有进行过冷器的,液氮汽化率较高,还不能完全解决V3阀开度小,液氮流通量少给主塔工况带来的影响,具体数据见表一,机组氧气产量和纯度不能完全达到设计工况,产品产量与设计值还有一定的差距。
2、处理方案二:
对V3阀的结构进行改进,由杭氧工装对阀杆加强后,到现场进行更换。
A、V3阀VSD―DN80从机械强度考虑作如下改动:阀杆由Ф14mm改到Ф17mm,阀杆导向部分由Ф25mm改为Ф35mm。
B、前期准备:
① 零部件运抵现场。专用工具,包括堵住冷气的长柄软塞准备齐全,主要是为了避免冷气外溢。
② 在V3阀附近找一根干燥的仪表气源信号管,对着V3阀的保温桶内吹气,一是防止大气中的潮湿空气进入保温桶内冻住法兰紧固螺栓,二是通入干燥空气后可以减少冷气外溢对检修视线的影响。
C、现场操作:冷态停机,将塔内压力卸压。
① 关闭V353、V354吹除阀;
② 关闭V8阀;
③ 关闭V1阀,减少液空进上塔汽化量;
④ 打开V105氮气放空阀
⑤ 打开V118污氮去水冷塔阀;
⑥ 打开V103氧气放空阀;
⑦ 关闭V710(切断氩系统液氮回主塔);
⑧ 关闭V711、V706(切断去氩系统液氮);
⑨ 打开V304吹除阀,对下塔泄压;
⑩ 打开V3阀,让V3阀后管道里的液氮返流到下塔。
D、冷态停车处理后,进行冷态抽芯更换,具体过程如下:
(1)停车过程中,阀门保温筒内矿砂棉去除掉,先拆除V3阀的执行机构部分,拆膜头连接管然后拆阀体中法兰螺栓,从阀体中抽出阀芯部分,更换新的连接管及阀芯、阀杆部分,具体情况见图一。
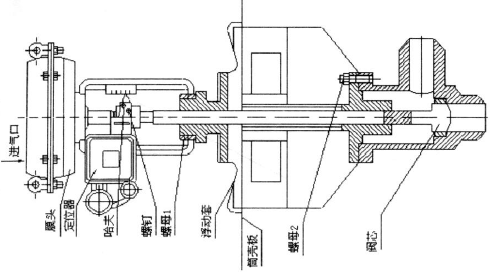
图一:V3阀结构图
(2)具体步骤:拆步序:拆去仪表气铜管、信号线è松开螺钉,取出哈夫è吊出膜头è卸下浮动套扒出筒内矿渣棉è用专用工具拧开螺母2è上阀杆和阀盖一起拉出。
装步序:将O型圈粘与阀盖V型槽内è上阀杆与阀盖一起装入筒内阀体上,并拧紧螺母è把矿渣棉装入筒内è放入浮动套并旋紧螺钉è将膜头与螺母一起套入阀盖上,并锁紧螺母è将定值气从膜头进气口把阀杆推到底,再将膜头上的推杆向上调2~3mmè放入哈夫套并旋紧螺钉è装好定位器和定位器附件è装好仪表气源、减压阀、信号线è通入仪表气、信号电流、调整定位器è调整好行程标尺。
(3)安装完毕后,仍然对保温桶吹仪表空气,主要是防止空气中的潮湿空气冻住阀杆与阀座连接的紧固螺栓,然后设备重启开车,在开机过程中,微开V3阀,对V3阀进行预冷,再紧固法兰螺栓,检查阀杆与阀座连接部位是否漏冷,确认不漏冷后再装填矿砂棉回保温筒。
今年九月份,我们利用16300m3/h短期停机的机会,对V3阀进行了阀杆、阀芯的更换,处理后,V3阀的开度由原来的的56%增加到的62%时,仍出现微小振动,当开度达到66%时,振动幅度有所增加,通过开大汽提阀V16,将V3阀的开度稳定在66%,16000制氧机各项运行指标得到了大幅度的改善,氧气产量达到16500m3/h,氧气综合能耗也得到大幅度降低。具体数据见表一。
三、结论
从我们所了解的情况看,液氮调节阀V3的振动情况在同行业出现过多次,振动原因不同处理方法也不同,因此,设计单位、制造单位、安装单位及使用单位均要认真分析,找出解决办法,我单位的V3阀振动情况得到了缓解,但没有从根本上解决,只能待以后有机会停机扒砂检修时,更换一只通径DN100的液氮调节阀,从而彻底解决此问题。





