2006年,河北西柏坡发电有限责任公司的三期扩建工程2台汽轮机组相继投产,机组分别为CLN600224.2/538/566,一次中间再热、超临界、三缸、四排汽、单轴、凝汽式汽轮机。6号机组在调试运行期间,2号再热主汽阀始终存在阀杆漏汽的现象,经过电力设备检修公司与制造厂家的共同合作,最终成功消除了阀杆漏汽现象。
一、再热主汽阀结构
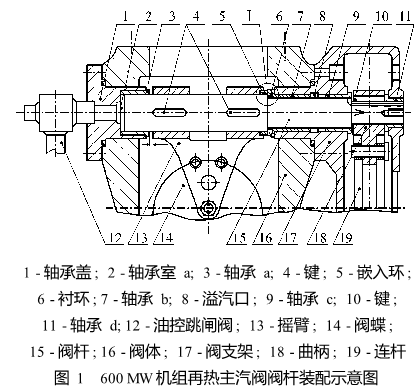
CLN600224.2/538/566超临界机组装有2个再热主汽调节联合汽阀,各包括1个摇板式主汽阀和2个
调节阀。再热主汽阀主要由摇臂、悬挂在摇臂上的阀蝶、通过键与摇臂相连的阀杆以及油控跳
闸阀组成,阀杆通过曲柄、连杆和油动机连杆相连接。阀杆上装有衬环和嵌入环,以防止蒸汽泄漏;嵌入环和阀杆之间采用过盈装配,并有单侧球形接触面的衬环安装在嵌入环和轴承b之间(见图1)。
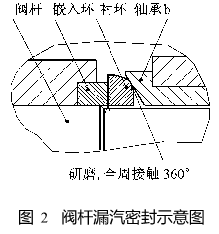
当机组开启后,再热主汽阀开启、油控跳闸阀关闭,轴承室a内的蒸汽压力逐渐升高,在蒸汽压力下,阀杆被推向阀支架
执行机构一侧,同时嵌入环与衬环之间的垂直接触面、衬环与轴承b之间的球形接触面均严密接触,因此可以有效阻止沿阀杆的蒸汽泄漏(见图2)。机组满负荷时再热蒸汽额定压力3.674MPa,阀杆直径124.6mm,阀杆受到的侧移力约为34.2kN,作用在两个面积较小的密封面上,从设计原理以及实际运行经验看,不应该出现阀杆漏汽现象。
 二、漏汽情况及原因分析
二、漏汽情况及原因分析
6号机组调试及168h试运行期间,无论机组负荷高低,2号再热主汽阀阀杆均存在严重的蒸汽泄漏现象;另外机组满负荷时测量曲柄处温度,1号、2号阀分别为170°C、260°C,温度的明显差异也证实2号阀漏汽严重。若长期漏汽,除安全因素外也会造成很大的浪费,必须尽快彻底消除故障。造成阀杆漏汽有以下原因:
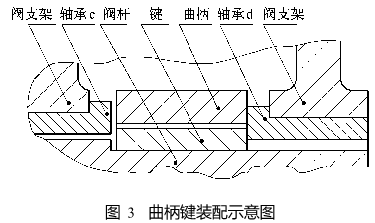
(1)阀杆未发生侧移,也就是阀杆未向右侧移动压住衬环。图3是曲柄键装配示意图。从图3可以看到,阀杆发生侧移的先决条件有两个,一是要有足够大的侧移力即蒸汽压力;二是阀杆在侧移过程中不能有非正常阻力(这里忽略阀杆与轴承之间的各种正常摩擦阻力)。
(2)阀杆溢汽管道堵塞。衬环密封面存在的轻微蒸汽泄漏会被引入通往轴封加热器的负压溢汽管道,既回收了工质和热能,又保证了人身及设备的安全。若阀杆溢汽管道发生了堵塞,蒸汽必然沿阀杆泄漏至大气。
① 油控跳闸阀存在故障。其阀杆未关闭到位,或者阀芯密封面严密性差,存在较大的泄漏,都会导致主汽阀阀杆右侧轴承室a内未能建立足够的蒸汽压力,不能推动阀杆向右侧移动。
② 阀杆与曲柄之间的键10(见图1)加工尺寸上存在偏差。若键尺寸偏长,则有可能产生上述非正常阻力,即阀杆侧移时,阀杆上键槽推动键一起向右侧移动,当键的外端顶撞到轴套d(见图1)时将遇到阻力,之后键停止外移,同时阀杆也停止外移,但是此刻衬环的两侧密封面尚未压实,导致泄漏。
(3)阀杆密封面存在失效现象。一是嵌入环的密封面存在缺陷或夹杂异物;二是衬环与轴承b(见图1)之间的球形接触面存在缺陷或夹杂异物。
三、处理措施
(1)判断阀杆密封面是否存在失效现象
① 用红丹粉着色检查衬环与轴承b之间的球形接触面,接触痕迹表明密封良好,不存在接触不良的情况。
② 检查嵌入环与衬环之间的垂直接触面。
红丹粉着色检查嵌入环与衬环之间的垂直接触面,显示此垂直接触面大约3/4接触,因此判断此垂直接触面接触不均匀也是阀杆漏汽的原因之一。限于阀结构的特殊性,嵌入环过盈套装在阀轴上,现场位置狭小,检查研磨嵌入环的密封面需要拆出阀杆到合适位置,不可避免要增加拆、装阀杆的工作量,时间至少要增加2天以上。为减少劳动强度和工作量,检修人员根据现场实际情况制作了圆筒式专用研磨工具。工具内孔直径比阀杆直径大0.2mm,端面宽度略大于嵌入环密封面,粘贴背胶砂纸,对嵌入环密封面进行精研。精研结束后红丹粉着色检查嵌入环与衬环之间的垂直接触面,确保360°接触。
(2)判断阀杆溢汽管道是否堵塞
机组运行中拆除溢汽管保温,用红外线测温仪测试管道温度,1号阀侧170°C,2号阀侧270°C,说明2号阀侧漏汽严重;机组停运后割开阀杆溢汽管道检查,内部畅通无异物,排除2(1)中原因。
(3)判断阀杆在运行中是否发生侧移
① 运行中拆除小范围保温,检测油控跳闸阀后管道温度,1号阀侧170°C,2号阀侧70°C,说明2号阀侧油控跳闸阀关闭严密,比1号阀侧要好;停机后,用红丹粉检查阀密封面,100%线接触。由此排除2(2)中①的原因。
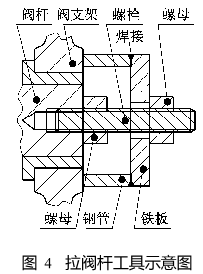
② 测量并记录运行时阀杆与阀支架端面相对距离,机组停运后再测量此数值发现变化只有0.4mm,说明运行前、后阀杆发生移动只有0.4mm。停机后揭开阀体上盖,测量摇臂两侧的间隙总和,数据显示符合图纸要求,此时检查发现衬环处于自由状态。为了验证阀杆是否能够向右侧移动,利用阀杆外端面中心的M30螺孔制作一个拉阀杆的专用工具(见图4),人为地给阀杆施加一个向外侧移动的拉力,力的大小掌握在30~35kN之间,测得阀杆位移量为0.4~0.5mm,这时再观察衬环仍然处于自由状态、转动灵活,显然密封面未发生接触。因此判断阀杆在运行中不能发生侧移是造成阀杆漏汽的主要原因。
③ 检查轴承d时发现其内侧端面存在明亮的摩擦痕迹,与此同时,键10的对应部位也有摩擦痕迹。由此可以判断键10与轴承d发生过较严重的碰撞和摩擦,键10的长度尺寸偏长,是阀杆不能侧移的原因。根据目前衬环处间隙为1.5mm,因此键去掉长度2mm,并把键与轴上键槽进行试装,达到键的半圆部分与轴上键槽半圆部分配合紧密,无轴向卡涩不到位的现象。测量键与阀杆和曲柄的配合均达到图纸配合要求。
四、处理后的效果
回装各部件后,使用拉阀杆工具牵拉阀杆稍稍用力即可拉动阀杆(远小于运行中蒸汽作用力),实测阀杆侧移量增加1.5mm,同时检查衬环已经被压紧不能再自由活动。开机后阀杆漏汽现象完全消失。
五、结论
再热主汽阀阀杆漏汽的原因是复杂的,消缺人员开创性地制作拉阀杆和研磨工具,在不拆卸阀杆的情况下使阀杆漏汽问题得到圆满解决,对此结构形式的调节阀阀杆漏气处理具有十分重要的借鉴意义。





