2004年,吴泾热电厂的300MW机组热风门频繁发生故障,严重影响到磨煤机的正常运行及给煤机的正常出力。面对迎峰度夏(冬)期间上海用电负荷屡创新高、经济指标考核严格局面,减少300MW机组热风门故障、确保机组满负荷运行已成为当务之急。
一、机组热风门现状
吴泾热电厂两台300MW机组各配备5套磨煤机热风门控制系统。2004年全年热风门故障共发生12次,其中,在磨煤机正常运行下,由于热风门误动导致热风挡板关闭,给煤机转速降到最小发生8次;由于气缸泄漏导致热风门故障2次;由于
电磁阀漏气,导致热风门拒动2次。由统计可见,热风门误动,热风挡板关至零,给煤机转速到最小的故障现象占热风门总故障次数的67%。解决磨煤机正常运行中的热风门误动、热风挡板关至零、给煤机转速达最小,成为减少热风门故障的首要问题。
二、热风门误动原因分析
造成热风门误动的主要原因有以下几方面:
(1)一次元件选型缺陷
现场不少行程开关碰杆有打过头现象,并有不少连接导线的绝缘破损现象。
(2)就地控制箱设计缺陷
原先的就地控制箱为继电器加电磁阀控制模式,线路复杂,控制方式繁琐,给故障判断带来困难。原电磁阀进出口切换气路的连接方式为塑料软管加快速接头,由于现场温度比较高,容易造成塑料软管老化、漏气、易脱落,引起电磁阀失气导致热风门误动作。控制箱采用的仪用气
减压阀额定工作压力较低,长期使用后会使减压阀橡胶垫圈老化,引起减压阀漏气,导致热风门开关不正常。
(3)现场存在干扰信号源
部分热风门误动后,查PLC上位机内信号及通信回路均无任何异常,疑为现场各类扰动引起热风门误动作。
(4)技术的推广和培训相对滞后
三、采取的改进措施
1、更新热风门控制箱
对10台热风门控制箱进行了全面的检查,得到如下结论:
(1)原磨煤机热风门控制箱采用继电器及电磁阀控制方式,走线复杂,控制方式繁琐。
(2)控制箱进气管所采用的减压阀额定工作压力较低,减压阀垫圈质量不过关,常因阀体漏气导致热风门开关不正常。
(3)所有控制箱电磁阀切换气源的连接方式为塑料管+快速接头,现场温度高,塑料管老化,容易脱落,一旦脱落,电磁阀失气,热风门误动。
由于上述隐患,影响了磨煤机运行的稳定,因此对所有热风门控制箱予以更换。为此,设计了热风门控制箱的布置图及接线图,并在实施阶段严格按照制定的方案,专人安装,专人接线,专人调试。改进后的热风门控制箱布线清晰,管路排放横平竖直,如图1所示。
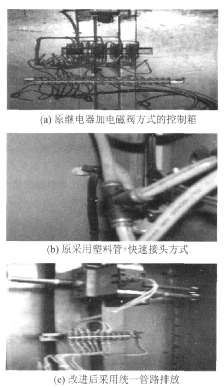
图1 改进前后的控制箱对比
2、采用大行程磁性开关 通过分析300MW机组热风门故障现象,发现热风门行程开关与给煤机启停接触器是造成误动的直接原因。因热风门开不到位,会导致热风挡板关至零;而给煤机接触器断开,会使热风门关闭,导致给煤机转速下降至最小。对现场所用的热风门行程开关进行了检查,发现有不少开关的碰杆有打过头的现象,且原来的二次线由于环境温度高,绝缘层破裂。为此,在更新热风门控制箱的同时,将所有碰杆式行程开关换成磁性开关,且敷设特种耐高温线,采用防爆接线盒。磁性开关动作范围(40~50mm)比碰杆式行程开关动作范围(25~30mm)大,且为非接触式,可避免碰杆式行程开关被打坏,使接点信号输出更加可靠,如图2所示。
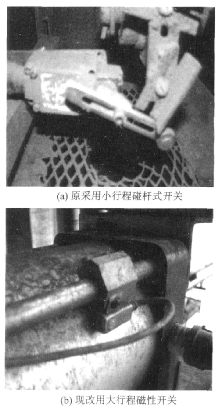
图2 改进前后采用的开关对比
3、提高检修人员的业务水平
通过以下两个方面加强对检修人员的技术培训:
(1)对磨煤机热风门控制的逻辑图、梯形图进行技术讲解。通过培训,了解热风门控制的原理、输入信号与输出信号之间的关系。提高检修人员独立分析PLC逻辑图及修改的能力,从而提高工作效率。
(2)利用换下的PLC主机及I/O卡构建一个小型的MODICONPLC系统,模拟热风门操作的流程,通过检修人员上机实习,对单元机组的组态设计和编程,做到发现问题及时解决,以便更深刻地了解其工作原理。
4、提高控制系统的可靠性及抗干扰技术
磨煤机正常运行时,热风门工作正常,热风挡板突然关至零时,发生热风门故障,此时计算机信号无异常。经分析,认为是由磨煤机出口温度高信号扰动引起,虽在硬件方面采取了一系列抗干扰的措施,但仍需进一步提高与完善。
如何才能避免有效输入信号上的干扰呢?一是采用数字滤波技术,即设计各种算法的滤波器,消除信号中的低频或高频干扰;二是采用信号监督,即利用计算机的判断能力,对系统输入输出信号进行判断与监督;三是采用系统监督,即利用诊断程序定时运行,如有出错则自动恢复。
最终决定的改进措施是采用信号监视,对两台300MW机组的所有磨煤机出口温度高信号增加3s延迟,由于正常信号的脉冲宽度远大于干扰信号的脉冲宽度,所以改进之后的实际效果较为明显。
四、结论
通过此次改造,检修人员的技术水平有了明显的提高,同时也推动了检修质量的提升。不但保证了磨煤机的正常运行,而且保证了给煤机的正常出力,从而确保了机组满负荷运行。
300MW机组热风门改造前,2004年全年总故障数为12次,其中磨煤机正常运行中,热风门误动、热风挡板关至零、给煤机转速到最小的故障次数为8次。改造后(2005年7~12月)热风门总故障数为2次,其中磨煤机正常运行中,热风门误动、热风挡板关至零、给煤机转速达最小的故障发生1次。